





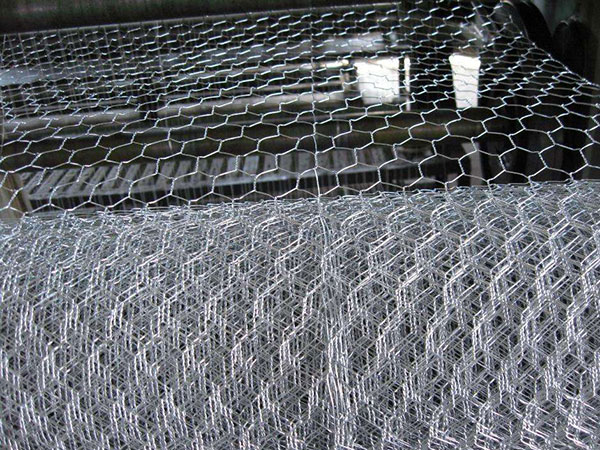
關(guān)鍵詞 |
合金網(wǎng)兜,商洛市合金網(wǎng)兜 |
面向地區(qū) |
產(chǎn)地 |
安平 |
|
品牌 |
宇利 |
用途 |
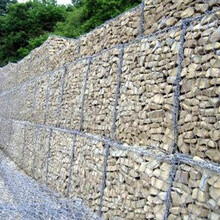
防護(hù)網(wǎng) |
規(guī)格 |
按客戶要求 |
編織工藝 |
平紋荷蘭編織 |
材料 |
鍍鋅絲 |
目數(shù) |
其它 |



 鄂爾多斯市固濱籠生產(chǎn)廠家-宇利
白山市地暖網(wǎng)片生產(chǎn)工廠-宇利絲
鄂爾多斯市固濱籠生產(chǎn)廠家-宇利
白山市地暖網(wǎng)片生產(chǎn)工廠-宇利絲
 安慶市六角網(wǎng)生產(chǎn)工廠-宇利絲網(wǎng)
安慶市六角網(wǎng)生產(chǎn)工廠-宇利絲網(wǎng)
 臨滄市格賓網(wǎng)墊價(jià)格-宇利絲網(wǎng)
臨滄市格賓網(wǎng)墊價(jià)格-宇利絲網(wǎng)
 張家界市鍍鋅網(wǎng)片價(jià)格-宇利絲網(wǎng)
張家界市鍍鋅網(wǎng)片價(jià)格-宇利絲網(wǎng)
 安順市大六角網(wǎng)報(bào)價(jià)單-宇利絲網(wǎng)
溫州市建筑網(wǎng)片生產(chǎn)廠家-宇利絲
安順市大六角網(wǎng)報(bào)價(jià)單-宇利絲網(wǎng)
溫州市建筑網(wǎng)片生產(chǎn)廠家-宇利絲
 蚌埠市格賓網(wǎng)卷生產(chǎn)基地-宇利絲
湖州市綠濱墊價(jià)格-宇利絲網(wǎng)
蚌埠市格賓網(wǎng)卷生產(chǎn)基地-宇利絲
湖州市綠濱墊價(jià)格-宇利絲網(wǎng)
 桂林市包塑石籠網(wǎng)價(jià)格-宇利絲網(wǎng)
林芝石籠網(wǎng)網(wǎng)箱生產(chǎn)基地-宇利絲
黔西南州合金網(wǎng)兜大型實(shí)體廠家-
桂林市包塑石籠網(wǎng)價(jià)格-宇利絲網(wǎng)
林芝石籠網(wǎng)網(wǎng)箱生產(chǎn)基地-宇利絲
黔西南州合金網(wǎng)兜大型實(shí)體廠家-
 昆明市石籠網(wǎng)箱生產(chǎn)基地-宇利絲
昆明市石籠網(wǎng)箱生產(chǎn)基地-宇利絲
 惠州市格賓網(wǎng)卷報(bào)價(jià)單-宇利絲網(wǎng)
韶關(guān)市鍍鋅石籠網(wǎng)價(jià)格-宇利絲網(wǎng)
遵義市大六角網(wǎng)批發(fā)商-宇利絲網(wǎng)
惠州市格賓網(wǎng)卷報(bào)價(jià)單-宇利絲網(wǎng)
韶關(guān)市鍍鋅石籠網(wǎng)價(jià)格-宇利絲網(wǎng)
遵義市大六角網(wǎng)批發(fā)商-宇利絲網(wǎng)
 綏化市六角網(wǎng)生產(chǎn)工廠-宇利絲網(wǎng)
綏化市六角網(wǎng)生產(chǎn)工廠-宇利絲網(wǎng)
 三門峽市河道石籠網(wǎng)大型實(shí)體廠家
黃南州石籠谷坊大型實(shí)體廠家-宇
遼源市石頭籠子生產(chǎn)基地-宇利絲
三門峽市河道石籠網(wǎng)大型實(shí)體廠家
黃南州石籠谷坊大型實(shí)體廠家-宇
遼源市石頭籠子生產(chǎn)基地-宇利絲

————— 認(rèn)證資質(zhì) —————
商洛本地鉛絲石籠熱銷信息
