振動(dòng)摩擦焊接機(jī),振動(dòng)摩擦機(jī)廠家振動(dòng)摩擦機(jī)廠家
東莞市欣宇超聲波機(jī)械有限公司為您提供大量關(guān)于振動(dòng)摩擦機(jī)廠家,北京振動(dòng)摩擦機(jī),等方面的信息和資料。
適用于幾乎所有的熱可塑性塑料焊接�����,往復(fù)運(yùn)動(dòng)方向上具有允許的無(wú)約束運(yùn)動(dòng)焊縫的制件�����,中型或大型制件����。
振動(dòng)焊接的材料因素與超聲焊接類似:無(wú)定形材料比半結(jié)晶聚合物更適合采用振動(dòng)焊接的類似。
環(huán)形振動(dòng)焊接可連接焊區(qū)尺寸與焊區(qū)到旋轉(zhuǎn)軸的距離近似相等的制件�����。
線性振動(dòng)焊接用在允許一個(gè)方向上線性振動(dòng)的成套制件上��。
接頭當(dāng)被連接的整個(gè)表面是平的或稍向平面外彎曲時(shí)����,對(duì)制件來(lái)說(shuō)振動(dòng)焊接工藝是理想的。
公司簡(jiǎn)介:
東莞市欣宇超聲波機(jī)械有限公司是一家集設(shè)備技術(shù)開發(fā)����、生產(chǎn)�、銷售��、服務(wù)為一體的綜合性企業(yè)��。
主要經(jīng)營(yíng):
振動(dòng)摩擦焊接機(jī)��、超聲波焊接機(jī)����、高周波熔斷機(jī)����、熱板機(jī)、旋轉(zhuǎn)熔接機(jī)��、高頻感應(yīng)加熱機(jī)����、雙頭超聲波焊接機(jī)、三頭超聲波焊接機(jī)����、高頻感應(yīng)加熱機(jī)�����、旋轉(zhuǎn)熔接機(jī)��、精密智能型超聲波焊接機(jī)�����、八工位超聲波焊接機(jī)�、吸塑包裝機(jī)����、多功能塑膠熱熔機(jī)、高周波同步熔斷機(jī)�����、單頭高周波熔接機(jī)�����、雙頭高周波機(jī)����、雙頭同步熔斷機(jī)����、自動(dòng)高周波機(jī)����、超聲波、摩擦模具����、高周波模具等。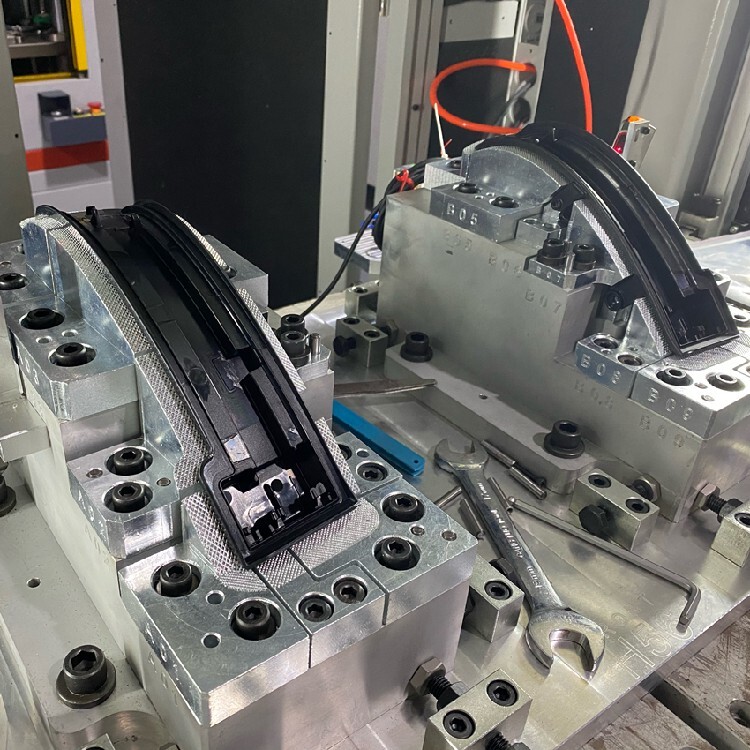 初始啟動(dòng)步驟
初始啟動(dòng)步驟
連接電源��,氣源
打開空氣閥門�,此時(shí)隔音門是開著的
打開NFB開關(guān)(在側(cè)面控制部門內(nèi))
打開主電源開關(guān)順時(shí)針?lè)较蚴┺D(zhuǎn)
在手動(dòng)操作畫面上選擇打開油壓系統(tǒng)電源
安裝上下治具
在手動(dòng)模式中安全打開隔音門
在手動(dòng)模式中安全下降工作臺(tái)面
進(jìn)行自動(dòng)頻率諧振
設(shè)定焊接條件
在自動(dòng)模式中試焊產(chǎn)品
找佳焊接條件
儲(chǔ)存焊接條件
佳條件上生產(chǎn)成品
焊接完畢時(shí)
在手動(dòng)模式中關(guān)閉隔音門
關(guān)掉住電源�, 逆時(shí)針?lè)较蛐D(zhuǎn)
后續(xù)反復(fù)啟動(dòng)步驟
打開主電源(Key Power Switch) Step 2. 打開油壓系統(tǒng)電源
安裝治具
撥出相應(yīng)焊接條件
在自動(dòng)模式中焊接產(chǎn)品 要正確安裝上下治具才能正常調(diào)試及焊接產(chǎn)品.治具如下圖分為上治具及下治具.
要正確安裝上下治具才能正常調(diào)試及焊接產(chǎn)品.治具如下圖分為上治具及下治具.
治具安裝
打開隔音門,升降臺(tái)面降至治具替換位置�����,把治具放在工作臺(tái)面上. 把下治具對(duì)準(zhǔn)活動(dòng)平臺(tái)安裝孔
初次使用的治具的話��,松開下治具調(diào)整螺絲.
在手動(dòng)操作畫面����,按“治具替換”��,在按“臺(tái)面上升”����,使臺(tái)面上升之與位置決定孔.
固定上治具時(shí)�����,請(qǐng)先稍稍用力手工擰入上治具固定螺絲��,同時(shí)檢查螺絲是否容易旋進(jìn)����。如不是,把治具稍微調(diào)整治具位置直至容易旋入螺絲為止.
標(biāo)簽:振動(dòng)摩擦機(jī)廠家北京振動(dòng)摩擦機(jī)
信息由發(fā)布人自行提供�,其真實(shí)性、合法性由發(fā)布人負(fù)責(zé)����。交易匯款需謹(jǐn)慎,請(qǐng)注意調(diào)查核實(shí)����。
 移動(dòng)版官網(wǎng)
移動(dòng)版官網(wǎng) 微信公眾號(hào)
微信公眾號(hào) 視頻號(hào)
視頻號(hào)